双面刨定厚加工出两大面,再在立铣床上加工两侧面

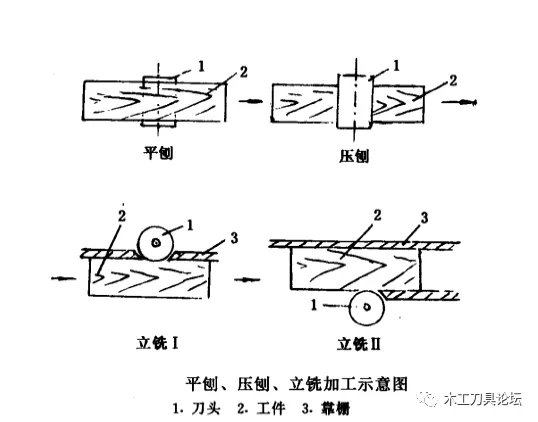
这种加工工艺实际上是对四面刨组合加工工艺的分解。有些厂家利用现有的木工通用设备——平刨、压刨、立铣等,在不增加新设备的前提下,也可组织生产地板条。虽然生产效率较低,但投资小,是老企业生产地板初期普遍采用的方式,加工工艺流程示意图如图所示。
采用这种加工工艺,必须注意以下几方面的问题:
第一,木材精加工为了满足光洁度的要求,切削刀的线速度要求很高,刀头切削量控制的很小。如常用四面刨床的刀轴转速为5000—6000r/min,刀架上装有4片切削刀,即每分钟的切削次数约为20000—24000次。而普通的平刨、压刨的刀轴转速为2900r/min,有些刀架上装4片刀,有些装2片刀,这样每分钟的切削次数不超过12000次,所以采用这种工艺加工时首先要解决这个问题。通常采取的方法有3 种:

一是提高刀轴转速或将刀架切削刀改为6 片,这种改进方式受机床本身的精度和抗振能力的限制。如机床本身减振能力能够适应高速运转,则此法为最简洁实用之法。二是降低进料速度,进料速度越低,每片刀的切削量就越小,在一定范围内可弥补光洁度低的不足。三是机加工完毕后进行表面定厚砂光,经平刨、压刨加工的地板条表面有许多刀痕,严重者如挫板状,所以采取砂光的方式可以消除这种缺陷。这时要留出砂光切削的余量,以免影响尺寸.
第二,立铣床加工第一个侧面时,前后靠栅要调整得当,与四面刨床的刀轴和前后靠栅的关系一样,刀尖切削圆必须与后段靠栅平齐,前段靠栅与后段靠栅必须平行,,否则会出现哨头,尺寸不均等缺陷。第三,立铣床上加工第二个侧面时,相对的2 个靠栅要平行,间距为地板条成品宽度。

靠栅与刀头关系切削量
第四,手工进料时,为使进料顺手、安全。通常采取以下2种措施:
一是加工第二个侧面时所安装外靠栅为乎钢板,厚度小于地板条厚度。二是在切削刀的上侧装一块木板防护罩以免出危险。
总之,这种工艺方法比四面刨加工工艺落后,生产率低,有条件的厂家还是争取过渡到组合机床联合加工为好。







